What Is Electrical Discharge Machining?
Have you ever wondered how manufacturers achieve such intricate, precise shapes in hard materials that traditional machines struggle to handle? It’s not magic—it’s Electrical Discharge Machining (EDM). But what exactly is EDM, and how can it help in industries where precision is a must? This process might seem complex, but it holds the key to producing extremely detailed components that are both precise and reliable. Let’s dive in and discover what makes EDM a game-changer in manufacturing.
Electrical Discharge Machining (EDM) is a process that uses electrical sparks to remove material from a workpiece, allowing for precise, intricate cuts, especially in hard materials.

Now that we know a little about what EDM is, the question is: How does it work? Can these sparks really cut through tough materials with such precision? Let’s break it down.
How does an EDM work?
Think about trying to carve something out of a tough, durable material—where traditional cutting methods fail, EDM steps in. EDM uses electrical sparks to erode material, offering a solution for parts that need to be cut with extreme accuracy. But how exactly do these sparks work to create such detailed cuts? Let’s take a closer look at the process.
In EDM, electrical discharges between an electrode and the workpiece remove material in tiny, controlled bursts, making it possible to cut intricate shapes.

This process is not just about sparks—it’s about precision. The spark’s strength and frequency are carefully managed to ensure the exact material removal needed for complex parts. What’s more, EDM doesn’t cause the same heat buildup as traditional machining, making it ideal for delicate work on tough materials.
The Spark Process in Detail
The process begins with the setup of an electrode, usually made of copper or graphite, which is submerged in a dielectric fluid. When a voltage is applied, electrical sparks jump from the electrode to the workpiece, generating a localized area of heat. This intense heat causes the material to melt and vaporize, which is then flushed away by the dielectric fluid. The precision of EDM is driven by controlling the frequency, energy, and timing of these sparks to ensure material removal is highly focused.
Because of this controlled process, EDM can produce features with high accuracy and fine details, which is especially beneficial in industries that require complex geometries like aerospace and medical manufacturing.
How accurate is EDM machining?
Imagine needing a part with extremely tight tolerances—where every micrometer counts. Can EDM deliver that kind of accuracy? Or is it simply too complicated for high-precision work? In this section, let’s take a closer look at the accuracy that EDM offers and whether it’s the right fit for precision-demanding applications.
EDM machines can achieve tolerances as tight as ±0.002 mm, making them ideal for high-precision applications.
Whether it’s for aerospace parts or medical devices, EDM can deliver highly precise cuts that are necessary in industries that require the highest standards of accuracy. Because EDM is a non-contact process, it also minimizes the risk of tool wear, which ensures that every cut is consistent. This makes EDM a go-to choice for industries where precision is non-negotiable.
Factors Contributing to Accuracy
Several factors contribute to the high accuracy of EDM:
| Factor | Description |
|---|---|
| Non-contact Process | Unlike traditional machining, there is no physical contact between the tool and the workpiece, eliminating the risk of tool wear and thermal expansion errors. |
| Controlled Spark Discharge | The electrical spark is carefully controlled to ensure it removes material exactly where needed without deviating from the desired path. |
| Dielectric Fluid | The fluid bath not only cools the workpiece but also helps in flushing away debris, preventing clogging and ensuring a smooth cut with minimal distortion. |
These characteristics make EDM machines particularly well-suited for applications requiring micro-level precision, such as in the production of intricate molds or highly complex engine components.
What are three types of EDM machining?
There are various types of EDM machining, each tailored to different applications. But which type should you choose? The right type depends on the job requirements—whether you need to create a mold, cut a part, or drill a hole. Let’s look at the three main types of EDM and how they differ from one another.
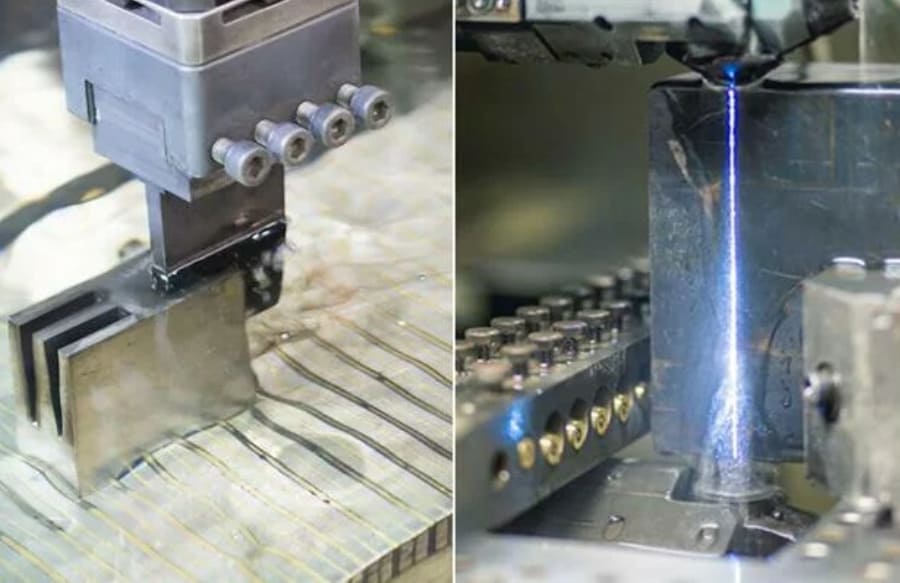
The three main types of EDM are Sinker EDM1, Wire EDM2, and Hole Drilling EDM3, each offering unique benefits depending on the application.
| Type of EDM | Description | Applications & Advantages |
|---|---|---|
| Sinker EDM | Uses a specially shaped electrode to create precise cavities or complex contours. | Primarily used for creating molds and dies, such as those in the automotive and plastic injection industries. It can produce intricate, deep, and sharp cavities. |
| Wire EDM | A thin wire electrode cuts through the material, allowing for high precision in cutting intricate shapes. | Ideal for cutting thin sections of metal or small parts, often used in aerospace, medical, and tool-making industries. It can create extremely precise cuts in hard materials. |
| Hole Drilling EDM | Uses an electrode to create small, precise holes in parts. | Common in the creation of cooling channels in molds or producing micro-holes in delicate components. Can drill very small holes with high precision. |
Each type is suited to different manufacturing needs, depending on the geometry of the part and the material being worked with.
What is the electrical discharge method?
What exactly is the electrical discharge method, and why does it work so well in EDM? Understanding the method behind the sparks is key to appreciating why EDM is such a powerful tool in precision machining. Let’s break down this method and uncover how it’s able to achieve such remarkable results.
The electrical discharge method uses controlled sparks between an electrode and a workpiece to remove material precisely.

The process involves an electrode that generates a spark, which then erodes the material from the workpiece. This process is carefully controlled by regulating the spark’s intensity, frequency, and timing. EDM doesn’t use traditional mechanical cutting, so it can work on materials that are difficult or impossible to machine using conventional methods. This method is ideal for intricate shapes and tight tolerances.
Why Electrical Discharges Work
The effectiveness of electrical discharge comes from the fact that sparks can create highly localized heat without affecting the entire workpiece. This precision allows EDM to remove material with extreme accuracy, and it is particularly effective for hard-to-machine materials such as tungsten carbide, titanium, and superalloys. The process also avoids the stresses and deformations associated with traditional cutting methods, making it ideal for fragile or complex components.
What is the difference between CNC and EDM?
When it comes to precision machining, CNC and EDM are two common methods. But which one is better for your project? Is there a significant difference between the two, or do they just use different techniques? Let’s compare CNC and EDM and see where each excels.
The main difference between CNC and EDM is the method of material removal: CNC uses rotary tools, while EDM uses electrical sparks.

| Feature | CNC (Computer Numerical Control) | EDM (Electrical Discharge Machining) |
|---|---|---|
| Material Removal Method | Uses rotating tools like drills and mills. | Uses electrical discharges to erode material. |
| Precision & Complexity | Suitable for general machining, less precision for complex shapes. | Superior for intricate and complex cuts with high precision. |
| Material Compatibility | Works on a wide range of materials. | Best suited for hard, tough materials like titanium or carbide. |
Each method excels in different areas, so choosing between the two depends on the specific requirements of your project.
Is EDM more expensive than CNC?
When comparing machining costs, is EDM the more expensive option? Or does its precision and versatility justify the price difference? Let’s take a closer look at the cost comparison between EDM and CNC.
EDM tends to be more expensive than CNC machining, primarily due to the specialized equipment and materials used in the process.
While CNC machines are generally less expensive to operate, EDM machines require specialized electrodes and dielectric fluids, which contribute to the higher cost. However, the increased precision and ability to machine complex, hard-to-cut materials often make EDM more cost-effective for specific applications where high precision is necessary. So, while the upfront costs may be higher, EDM can offer greater value in the long run for high-precision work.
Why EDM Can Be Worth the Investment
Though the initial cost is higher, the precision EDM provides can reduce costs in the long run by minimizing errors and reducing the need for rework. Additionally, EDM can create parts that would be impossible or incredibly time-consuming to manufacture using conventional methods, making it an investment for applications where quality and intricacy matter most.
What are the advantages of EDM?
EDM offers a range of advantages over traditional machining methods. But what makes it such a valuable tool in high-precision manufacturing? Let’s explore the key benefits of using EDM and how it can add value to your production process.
The advantages of EDM include the ability to cut complex shapes, high precision, and the ability to machine hard materials like titanium and tool steel.
EDM excels at machining materials that are difficult to process with traditional methods. It allows for complex shapes and tight tolerances, which are critical in industries like aerospace, automotive, and medical device manufacturing. EDM also doesn’t generate heat in the workpiece, which helps maintain material integrity. These advantages make EDM an indispensable tool for precision-demanding projects.
Additional Benefits
| Benefit | Description |
|---|---|
| No Mechanical Stress | Since there is no physical contact between the electrode and workpiece, there is no risk of inducing mechanical stress, which can distort the workpiece. |
| Versatility in Materials | EDM can machine almost any material that conducts electricity, including extremely hard materials like carbide, high-speed steel, and certain ceramics. |
| Minimal Tool Wear | The absence of mechanical contact ensures that the tools used in EDM suffer less wear compared to those used in traditional machining. |
Can EDM cut plastic?
EDM is typically associated with metal machining, but what about plastic? Can EDM handle softer materials like plastic, or is it restricted to metals? Let’s take a closer look at whether EDM can be used for plastic machining.
Yes, EDM can cut plastic, but it’s less commonly used for this material compared to metals.

While EDM is most often used for metals, it can also be used for plastic. However, because plastics are softer and do not require the same high precision, other machining methods—like CNC milling or laser cutting4—are usually preferred. EDM may be used for plastic when intricate, detailed cuts are required, or when machining certain high-performance plastics5 that require specific handling.
When EDM is Used for Plastics
EDM can be beneficial for cutting high-performance thermoplastics6 that are difficult to machine with other methods. In these cases, EDM’s precision is key to achieving the exact shapes and sizes needed without compromising the material’s integrity.
How thick can an EDM machine cut?
How thick of a material can EDM machines handle? Is there a limit to the thickness they can cut, or can they tackle just about anything? Let’s take a closer look at the capabilities of EDM in terms of material thickness.
EDM machines can typically cut materials ranging from a few millimeters to several inches thick, depending on the material and the type of EDM used.
The thickness that can be cut depends on the specific type of EDM and the material being processed. Wire EDM is generally used for thinner materials, while Sinker EDM can handle thicker materials. In either case, EDM provides precision and accuracy, even when cutting through relatively thick pieces of material.
Thickness Limits and Variability
| Type of EDM | Maximum Thickness |
|---|---|
| Wire EDM | Up to 6 inches |
| Sinker EDM | Several inches (depending on material and electrode) |
These capabilities allow EDM to be a flexible solution across a wide range of applications where thickness and precision are both critical.
What are the applications of EDM machine?
EDM is widely used in industries that demand high-precision components. But where exactly is it applied? From aerospace to medical devices, EDM plays a crucial role in the manufacturing of complex and high-performance parts. Let’s explore some of the key industries and applications where EDM is most effective.
EDM is used in aerospace, automotive, medical devices, and mold making, where high precision and the ability to work with hard materials are required.

EDM machines are used to create molds, dies, and components for industries that require extreme precision. For example, in the aerospace industry, EDM is used to make turbine blades and components for engines, where precision and reliability are critical. Similarly, medical devices require high-quality components that EDM can produce, especially for complex geometries and small parts.
Key Applications
| Industry | Example Applications |
|---|---|
| Aerospace | Turbine blades, jet engines, airframes |
| Automotive | Engine components, mold inserts |
| Medical | Surgical tools, implants, micro parts |
| Mold Making | Injection molds, die-casting molds |
EDM’s versatility allows it to serve across multiple high-precision industries, ensuring the production of reliable, functional parts.
Which material Cannot be machined by EDM?
EDM is effective for machining many materials, but there are some limitations. What materials are not suitable for EDM, and why? Let’s uncover the materials that are out of reach for this process.
Non-conductive materials such as rubber, wood, and ceramics cannot be machined using EDM.
Since EDM relies on electrical discharges to erode the material, it requires the workpiece to be electrically conductive. Materials like rubber, ceramics, and wood do not conduct electricity, making them unsuitable for EDM. For such materials, alternative machining methods, like waterjet cutting7 or laser cutting4, are more effective.
Why Certain Materials Don’t Work with EDM
The fundamental issue with non-conductive materials is that they do not allow the electrical spark to pass through, which is necessary for the erosion process. Without this ability to conduct electricity, EDM cannot perform the material removal required.
Conclusion
EDM is an essential technology for high-precision machining, offering unmatched accuracy and versatility in industries that require intricate parts and hard-to-machine materials. While it may come at a higher cost compared to other methods, the results speak for themselves. By combining precision, reliability, and the ability to machine complex parts, EDM remains a cornerstone of modern manufacturing, particularly in high-performance sectors like aerospace, medical, and automotive.
Sinker EDM uses specially shaped electrodes for creating precise cavities and intricate features, making it ideal for mold and die production. ↩
Wire EDM utilizes a thin wire to cut through materials with great precision, ideal for intricate shapes and small parts. ↩
Hole Drilling EDM is used to create small, precise holes in materials, commonly used in mold cooling channels and micro-hole applications. ↩
Laser cutting is ideal for precise cuts on plastics and non-metals, offering flexibility in various industries. ↩ ↩
High-performance plastics require specific machining techniques due to their material properties, and EDM is one such option. ↩
EDM is particularly useful for high-performance thermoplastics, which are difficult to process with conventional machining methods. ↩
Waterjet cutting is an alternative method to EDM for non-conductive materials like ceramics and rubber, offering high-precision cutting. ↩
